
Positive & Negative Pressure Air Tightness Tester
Air Leak Tester is an automated, non-destructive air tightness tester used to detect small differential pressure changes in a sample by applying compressed air or evacuating a vacuum to make PASS or FAIL judgments about leaks in components or finished products. The instrument utilize easily accessible, low cost and environmentally friendly air as the test medium. Precision pressure transducers are used to allow for accurate measurement as low as 0.02% of the full scale. After the sample is mounted, the test result can be given in 5 ~ 10 seconds. The detection efficiency is high, which is very suitable for laboratories and production lines to do full testing. It plays an vital role in airtight leak detection of products in the fields of consumer electronics, auto parts, outdoor security, household appliances, etc.
Functions & Principles
Our air leak detectors support both positive and negative pressure modes: Positive pressure means that the sample is directly pressurized and inflated during the test. Negative pressure test mode requires no tooling, and the air inside the sample is pumped out through an air hole to create a vacuum during the test. The positive pressure mode has 3 sub-modes for you to choose from: the first one is the direct mode, which also does not require any tooling, but only requires the sample to have an air inlet connected to the controller with a tubing. The sample is pressurized directly during the test. The second is the Volume Mode, which is also the most commonly used mode for this air leak tester. This mode is required when the sample does not have a pre-drilled air hole. The mode requires the configuration of an extra die in which the sample is mounted. The test principle is: the sample is first sealed in a test die cavity, and a certain pressure and capacity of compressed air is stored in the air tank, then the quantitative compressed air inside the tank is delivered into the sample’s peripheral space inside the die cavity and the corresponding pressure is measured. A qualified sample is first used to measure a desired reference pressure. When there is no leakage in the sample, the test result will be maintained around that reference pressure for each test. When there is a sample with a leak, the measured pressure at the periphery of the sample will be lower than the reference pressure, which will be judged as a failed product by the system. You can freely set the pressure threshold for judgment. The third mode is Micro-volume Mode, which works on the same principle as the volume mode, is suitable for use on products with small product volumes and internal cavities.
Desktop leak tester

2-station leak tester

Standing leak tester

4-station leak tester
Device Structure
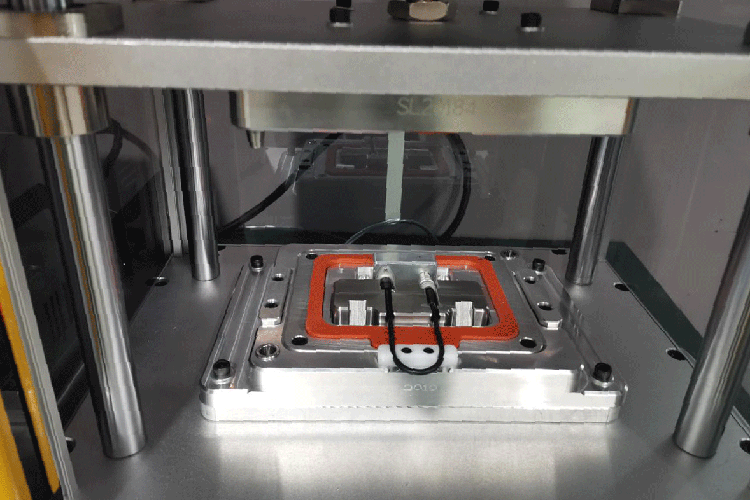
A conventional air leak tester contains two separate parts: the tooling and the controller. The tooling is the device used to hold the sample during testing. Its core mechanism is a die cavity made to the shape of your sample, with its interior fitting the sample contour. The die cavity consists of an upper and lower part, the lower part being the static die and the upper part being the moving die. A vertical cylinder is attached directly to the top of the moving die. After you place the sample in the lower cavity in place, the upper die moves down under the control of a cylinder until it merges with the lower die to form a whole. The horizontal interface between the upper and lower dies is fitted with a rubber seal to ensure that the interior of the die cavity is completely sealed and isolated from the outside during testing.
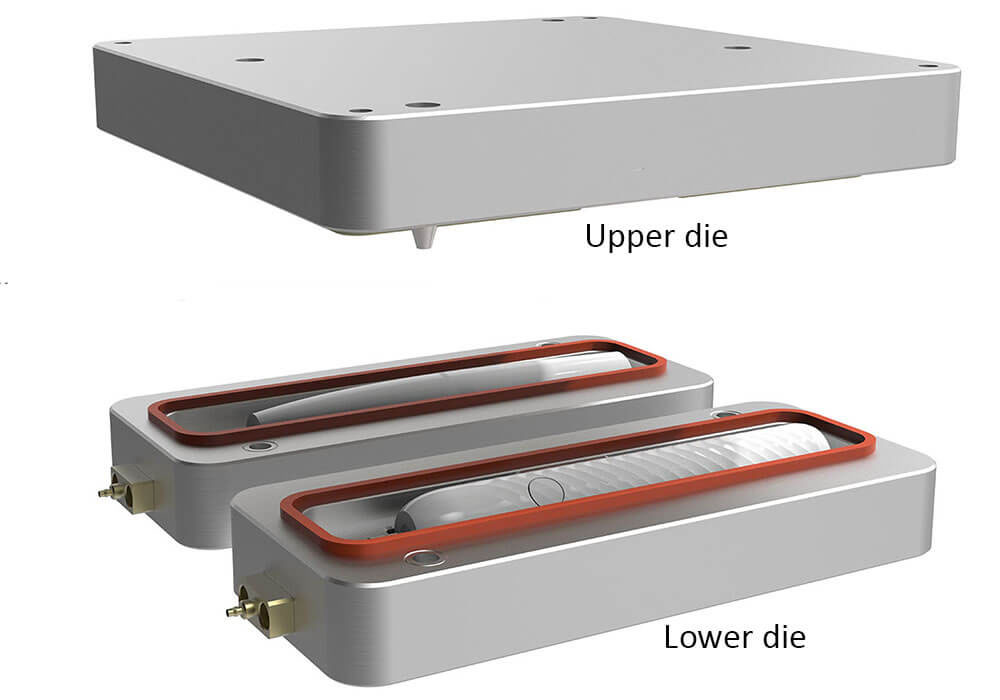
Die
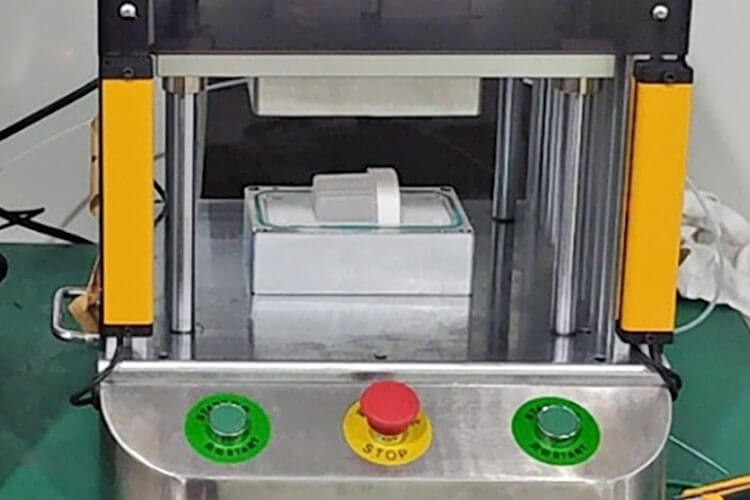
If required, a single tooling can contain multiple dies for simultaneous testing of multiple samples. The die is allowed to be removed and replaced with other one. For safety reasons, the door of the tooling is equipped with a light curtain. When the operator’s hand or any other object is detected not leaving the hazardous area, the machine will not operate when started.
The controller is a compact cubic unit with a 10-inch high-definition color touch screen at the front as the human-machine interface. The system’s main menu has a simple matrix layout of icons that are intuitive to understand and friendly to operate. You only need to tap the icons with your fingertip to enter the corresponding interface to set up or view data. You can select different test modes on the screen to meet different needs. The system has up to 99 sub-programs, each of which can be individually parameterized, singly or in combination, to achieve complex testing processes. The controller is equipped with an internal air reservoir for pre-storage of compressed air in volume or micro mode.

Touch screen
In addition, the controller contains various circuit boards, relays, data acquisition and analysis devices. The rear of the controller is equipped with serial ports, Ethernet ports and PLC I/O ports to control peripheral devices. It can also be connected to barcode scanners, printers and other extension hardware.
Core Technical Parameters
| Model | AT-OA0002 series |
| Test modes | Positive & Negative |
| Sub-modes | Direct/Volume/Micro |
| Test pressure range | -100kPa ~ 3 MPa customizable |
| Pressure sensor accuracy | 0.02% ~ 0.05% FS |
| Test pressure resolution | 1 Pa |
| Leak pressure resolution | 0.1 Pa |
| Test medium | Compressed air or other agreed medium |
| Compressed air supply pressure | 0.4 ~ 0.8 MPa |
| Safety devices | Light curtain and low voltage protection |
| Power supply | AC 220V 50Hz or AC 110V 60Hz |
Air Leakage Tester Features
- The shell is made of high-quality steel plate and the surface is sprayed with baking paint.
- Built in high precision pressure sensors.
- Non-destructive detection and without harm to product appearance.
- Can be configured with single-station, double-station, triple-station, and quad-station tooling fixtures.
- The die is replaceable as per needs.
- Equipped with light curtain to enhance the operating safety.
- Fitted with color touch screen to enable convenient control and operation.
- Pressure units of Pa, kPa, Psi, Bar, mBar, mmHg are available.
- Supports positive and negative pressure test modes.
- Adopt non-bridge valve island sealing technology and extremely small internal volume to ensure the stability of the test to the greatest extent.
- The four-stage pressure regulating device is used to completely eliminate the influence of external pressure fluctuations on the test results.
- Compatible with barcode scanner and printer if needed.
- Supports remote control if needed.
- Historical test data can be stored in the system and exported at any time.
- Up to 99 sub-programs, and individual settings are allowed.
- The leakage controller comes with 8 switching inputs and 8 switching relay outputs for user use.
- High test efficiency and suitable for full inspection of products on the production line.
- Maintenance-free, simple operation, intuitive interface, easy-to-learn tooling control.
Test phases in the Volume Method Under the Positive Pressure Mode
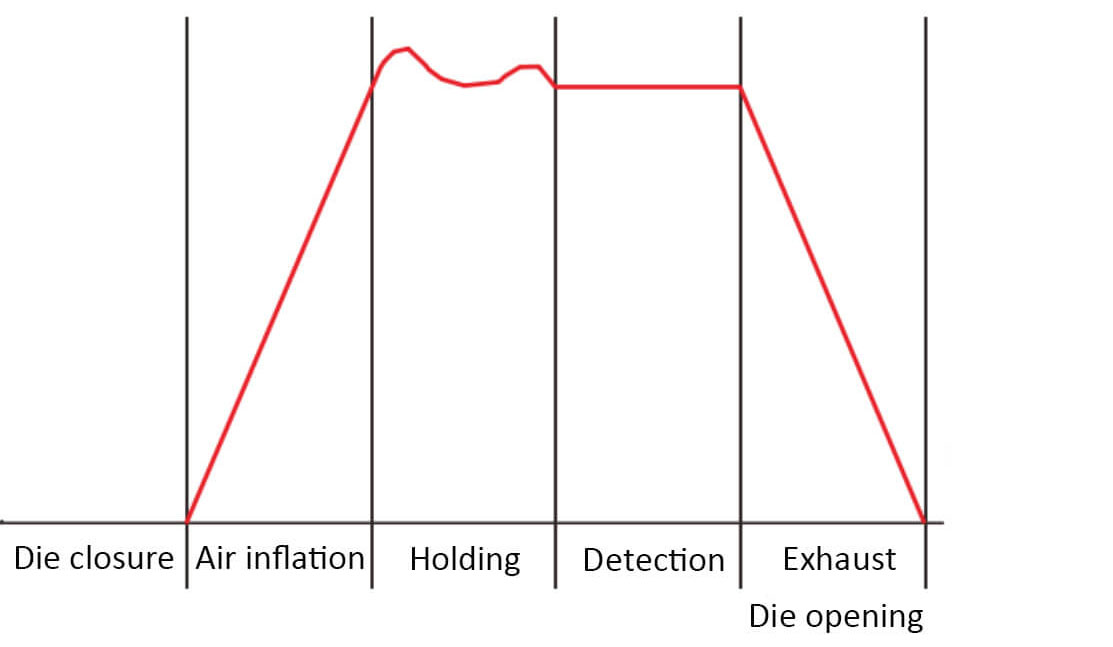
Test stages in volume method
In a test of volume method under the positive pressure mode, the machine goes through 5 stages of air inflation, pressurization, pressure holding, detection and exhaust.
1)Air Inflation: After starting the test, the machine will fill the air reservoir inside the controller with a constant amount of compressed air. This time is usually 4 ~ 5s (or longer if the die cavity or product space is large). This step is not required when the “Direct mode” is selected.
2)Pressurization: After the inflation is completed, the instrument will immediately pressurize the die cavity. This time is determined by the size of the die and the test pressure. The larger the product die, the higher the pressure required, the longer the pressurization time will be. The smaller the die, the lower the pressure required and the shorter the pressurization time.
3)Pressure holding: When the die cavity has been pressurized to the test pressure, the air tightness tester cuts off the air supply to the die. During this time the air pressure in the die will fluctuate and slowly reach equilibrium and stability. In case there is a large amount of air leakage from the product under test, the test pressure will decrease rapidly and the tester will give an alarm.
4)Detection: When the air pressure inside the die has stabilized, the detection time will be started. During this time, the pressure sensor is monitoring the pressure change in the die. If the pressure change is still within the set range after the test time is reached, the product passes the test, otherwise it fails the test.
5)Exhaust: After the test is completed, the compressed air in the die will be emptied through the venting valve. The venting time is generally 2 ~ 5s, and the venting time can be increased or decreased as appropriate.
Applications

Auto headlight leak test

Battery leak test

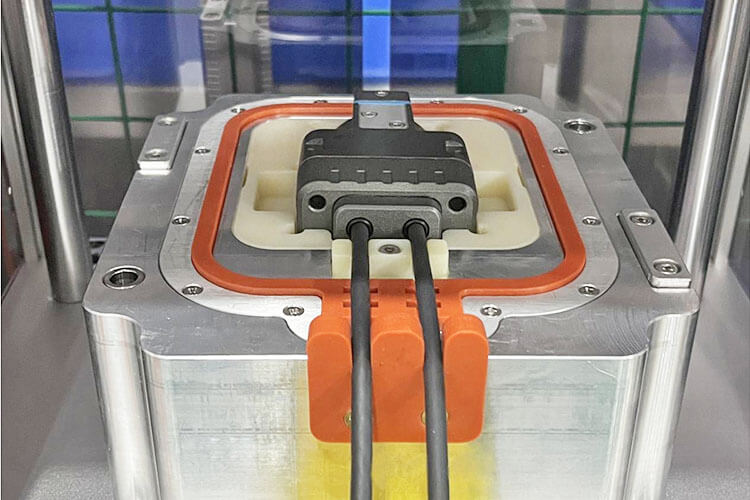
EV charger leak test
Harness leak test
Bottle leak test
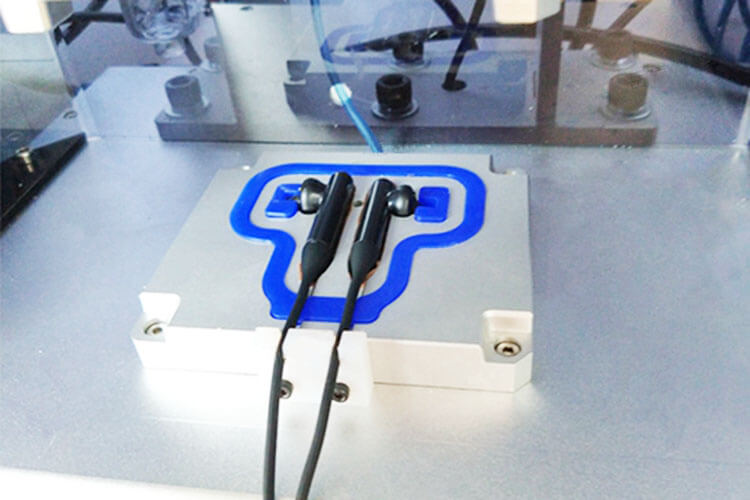
Headset leak test
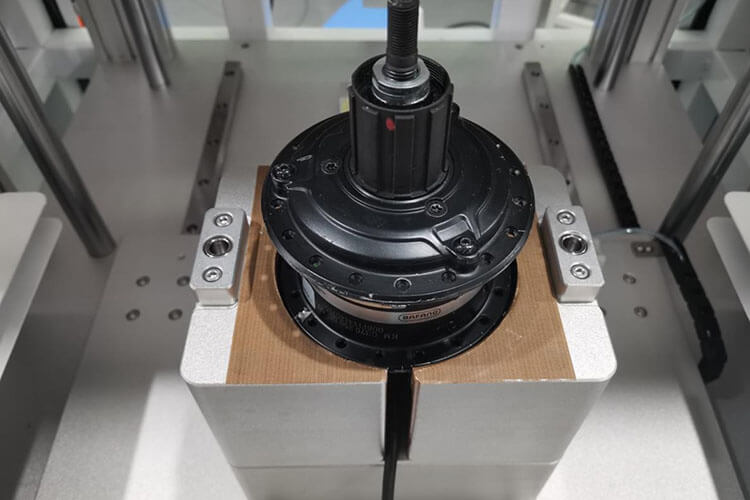
Motor leak test
Radar leak test


Request a Quote Now
Please feel free to contact us for more details on the product, price, lead time, payment terms, shipment methods, etc. AmadeTech sales engineers will respond within one working day.